
Описание
Мощный SZGH-CNC1000TDb-2 двухосный токарный станок с ЧПУ
SZGH-CNC1000TDb серия состоит из 1 до 4 оси токарный станок с ЧПУ контроллер, 8-дюймовый дисплей (800×600) и 2-канальный аналоговый, C резак офсетная печать, I/O 56X32 PLC и макро функции, широко применяемые в станках токарного станка с ЧПУ, токарном станке и гравировальном оборудовании и т. Д.
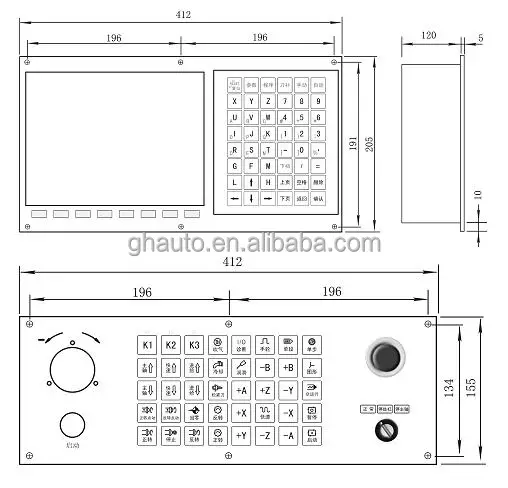
Размер:
О посылка
1.Промышленная упаковка: полиэтиленовый пакет + Пенопластовые коробки + коробка + деревянные поддоны
2.Коммерческая упаковка: полиэтиленовый пакет + Пенопластовые коробки + картонная коробка
3. По вашему требованию. Если у вас есть какие-либо особые требования по упаковке, пожалуйста, свяжитесь с нами в любое время.

Наши услуги
Сертифицированные фактические продукты-у нас есть политика нулевой толерантности для поставщиков по возврату средств.
Самые низкие цены на посылка-всегда предлагаем более низкую цену, чем у других компаний.
Профессиональная команда инженеров-возможны самые быстрые отклики и поддержка клиентов по требованию приложений.
Гарантия качества-бесплатно, один год гарантии и пожизненное обслуживание. Любые проблемы с качеством, размер обещает вернуть деньги.
Быстрая, профессиональная и надежная международная доставка-гибкое и недорогое решение доставки для клиентов.
Информация о компании
Shenzhen Guanhong Automation CO., LTD(Ранее известный как «Shenzhen Guanhong Automation technology Co., Limited (построенный в 19 ноября 2010)») является одной из ведущих ЧПУ и автоматической компании в Китае, специализирующейся на проектировании проектов, маркетинге, и зарубежная торговля, имея большой опыт в ЧПУ посылка решение, наш фокус был на обеспечение высокого качестваТокарная система с ЧПУ, фрезерная система с ЧПУ, гравировальная система с ЧПУ, серводвигатель переменного тока и драйвер, Серводвигатель TECO и драйвер, шаговый двигатель и драйвер, Закрытый шаговый двигатель и драйвер, Шестерни редуктор.
У нас есть профессиональная техническая команда, строгий тест продукта на гарантию высокого качества, очень конкурентное предложение, специально у нас есть гибкий и удобный режим оплаты и недорогое решение доставки для клиентов.
Наш принцип компании»Качество-это жизнь предприятия«Ваше удовлетворение-наше самое большое достижения.


Экономичный 2-осевой токарный станок с ЧПУ с английской панелью Новый Версия CNC1000TDb-2
описание продукта
SZGH-CNC1000TDb-2 — это 2 экономичный станковый контроллер с ЧПУ Axis2, с дисплеем 8.4 дюймов (800×600), 2 аналоговых шпинделя, 2 мс интерполяция в высокой скорости, поддержка ATC, ПЛК и макро функции, что явно улучшает эффективность, точность и качество обработки деталей. Новый интерфейс USB позволяет выполнить операцию сохранения файла и программу, запущенные на флэш-диске
1) функция ATC: Электрическая револьверная головка/бинарная револьверная головка/Сервотуррета/Специальная револьверная головка
2) цикл поточной обработки: Следующий режим/режим интерполяции
3) Поддержка двух аналоговых напряжений (0~10В) и оси C для сервопривода шпинделя (M800)
4) Поддержка шагового привода/приращения/абсолютного/EtherCAT/Powerlink Servo for Feeding Axes
5) функция сканирования и автоматический выбор/выбор инструмента

|
Дисплей |
8.4-дюймовый цветной экран |
|
Интерфейс |
Порт связи USB+RS232 |
|
Поддержки |
Встроенный стандартный ПЛК Progarm , и может быть изменен в соответствии с запросом пользователя |
|
Базовый ввод-вывод |
40*24 |
|
Функции |
Поддержка функции макросъемки, многозвенная функция ПЛК, поддержка всех типов револьвера, макс. 99 инструментов |
|
После варрана |
Техническая поддержка видео , онлайн-поддержка |
Подробные фотографии
параметры продукта
Характеристики:
1) использование ARM и DSP, FPGA и технологии аппаратной интерполяции .
2) Максимальная скорость составляет 20 м/мин, скорость подачи — 10 м/мин
3) 32 МБ в комнате для хранения.
4)ЖК-дисплей с диагональю 7.5 дюйма и разрешением 800×600.
5) Главный и дополнительный сенсорный экран.
6) Питание переключателя высокого уровня противозаклинивания.
7) интерфейс копирования с переносным U-образным диском USB.
 интерфейс RS232.
интерфейс RS232.
9) Укороконтроль скорости сервопривода шпинделя/частота вращения шпинделя удобное управление скоростью.
10) Максимально шаг резьбы при обработке винтов составляет 1000 ММ
Технические характеристики:
Двухосевой токарный станок X,Y
направляющая, круглая, инструкция по интерполяции спиральной линии.
мин. единица измерения:0,001 мм.
диапазон размеров программы:± 99999.999.
Скорость подачи: 0.001–10 м/мин
Максимальная скорость: 20 м/мин
Компенсация длины
автоматическая компенсация радиуса инструмента
Порт подключения вспышки RS232 и U
Сервоуправление скоростью шпинделя/частота вращения шпинделя удобное управление скоростью.
Максимальный шаг резьбы при обработке винтов составляет 1000 ММ
Вход и выход ввода/вывода 24X24
Условия работы системы:
1) Питание
220В переменного тока (+10%/-15%), частота 50Гц±2%. Мощность:≤ 200 Вт.
Примечание:для подачи питания необходимо использовать преобразование изоляции, первый вход:380 В.
2) Климат-контроль
Условия работы:температура 0~45°C, относительная влажность 40-80%.
Условия хранения и транспортировки:температура -40~55°C, относительная влажность <93%(40°C).
атмосферное давление:86-106 кпа.
3) условия эксплуатации :
Отсутствие излишней мукомольной пыли, кислоты, щелочного газа и взрывоопасного газа, сильных электромагнитных помех.
Применение:
Специальный токарный станок Mini-типа, токарный станок с ЧПУ, оборудование, автоматика и т.д.
- Применение с ЧПУ
Приложение от нашего клиента !! Это с нашим контроллером токарного станка с ЧПУ SZGH-CNC1000TDb.
Красиво!
Мощный!
Стабильный!
Это просто в эксплуатации!
Сертификации
Профиль компании
Shenzhen Guanhong Automation CO.,LTD (ранее известная как «Shenzhen Guanhong Automation Co.,Limited(построена в 19 ноября 2010)») является одной из ведущих компаний в Китае, специализирующихся на проектировании, маркетинге, И за море торговли, имея обширный опыт в решении пакета ЧПУ, наша цель была обеспечить высокое качество промышленной системы ЧПУ для токарных станков с манипулятором , фрезерной системы ЧПУ, системы ЧПУ с гравировкой, системы ЧПУ для шлифовки и фрезерования, двигателя и привода, серводвигатель шпиндель и драйвер, редуктор.
Продукция SZGH работает с широким спектром станков с ЧПУ и автоматикально-обрабатывающего оборудования с высокой производительностью и высокой точностью, стабильно. Мы создали надежную структуру , наши опытные инженеры и техники могут предоставить профессиональные консультации и предложить вам наиболее подходящее решение для ЧПУ.
Наши строгие меры контроля качества гарантируют превосходную надежность и высокий стандарт качества. Используя усовершенствованное оборудование с ЧПУ для тестирования каждого продукта, 100% проверки производится перед упаковкой и отправкой. Кроме того, мы предлагаем гибкие сроки поставки для поддержки вашего бизнеса.
У нас много клиентов в Азии, Америке, на Ближнем Востоке, в Европе, Южной Америке, Африки. Специально мы уже построили собственную бизнес-группу на Ближнем Востоке.
Наши преимущества
После обслуживания:
Лучшие и профессиональные послепродажное обслуживание
У нашей компании есть профессиональные инженеры, команды ;
Мы можем обеспечить профессиональное послепродажное обслуживание всех наших клиентов;
Вот наш инженер Майк решил проблемы для нашего клиента ;
Лучшие поддержки !! Quicly Ответить !!
Купить на легкость , использовать на легкость !!!
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В: Вы поддерживаете специализированное производство?
Ответ: Да, мы можем настроить производство в соответствии с требованиями клиента. Мы поддерживаем интерфейс дисплея OEM-компании
и логотип.
В: Сколько времени у вас срок поставки?
Ответ: Обычно это 3-5 дней, если товар есть на складе. Или 5-10 дней, если товар не находится на складе, то это соответствует
количество.10-20 дней при индивидуальной заводской установке.
В: Вы предоставляете образцы? это бесплатно или дополнительно?
Ответ: Да, мы можем предложить образец с ценой образца.
В: Что такое условия платежа?
A: Оплата<=2000USD, 100% аванса. Оплата>=1000 USD, 70% T/T заранее, баланс перед отправкой.
Если у вас есть другой вопрос, свяжитесь с нами, как указано ниже
Подборки рекомендуемых товаров
Trade Assurance

Наслаждайтесь защитой от оплаты до доставки
Подробнее
Скачать приложение
Скачать приложение Alibaba.com
Находите товары, общайтесь с поставщиками, управляйте своими заказами и оплачивайте их в приложении Alibaba.com в любое время и в любом месте.
Подробнее


Основные характеристики
Другие характеристики
Оборудование для производства Test Report
Применение
Токарный станок и поворотный центр
Function
ATC,Macro function and PLC function
Display
800*600 8.4 inch real color LCD display
Basic functions
56*32, can be edited freely
After-sales Service Provided
Упаковка и доставка
Подробности об упаковке
С картонной коробкой, как стандартный пакет SZGH

Возможности поставки
Срок выполнения заказа
| Количество (компл.) | 1 — 5 | > 5 |
| Примерное время (в днях) | 7 | Подлежит согласованию |
Изготовление на заказ
Эмблема на заказ
Мин. заказ: 1
Информация о поставщике
 Производитель товаров по индивидуальному заказу11 yrsМестонахождение: CN
Производитель товаров по индивидуальному заказу11 yrsМестонахождение: CN
 1 собственных брендов
1 собственных брендов
Контроль качества
Контроль готовой продукции
Контроль материалов на месте
Заказывайте уверенно
 Проверен как производитель товаров по индивидуальному заказу
Проверен как производитель товаров по индивидуальному заказу
Описание товара от поставщика
Варианты
Всего вариантов: 1 Модели.
Модели
Преимущества для участников
Сведения о покупке
Защита с помощью
 Транспортировка
Транспортировка
Связаться с поставщиком для согласования деталей доставки
Для вас Гарантия своевременной отправки
 Платежи
Платежи
Шифрование и повышенная безопасность платежей Подробнее
 Возврат товаров и возмещение средств
Возврат товаров и возмещение средств
Право на возврат в течение 30 дней с момента получения товаров. Подробнее
Обслуживание
Бесплатные запасные части Подробнее
Связанные поисковые запросы
Loading…
Макропрогаммирование контроллеров NEWKER 990, NEWKER 1000, NEWKER 16, NEWKER 18, NEWKER 2000, SZGH-CNC1000, SZGH-CNC990
Для успешного понимания основ программирования контроллеров NEWKER необходимо немного углубится в организацию системы управления, давайте рассмотрим ее составляющие.
По классической схеме существует программно-аппаратное разделение на две подсистемы, которые взаимодействуют друг с другом через модальные и немодальные переменные разных типов.
Непосредственно система управления осями и интерполяцией (далее NC подсистема) отвечает за выполнение G-кода и более понятна, так как это первое, что мы видим при загрузке контроллера. Она содержит данные о параметрах станка и алгоритмы, необходимые для работы ЧПУ. Вторая подсистема представляет собой ПЛК (PLC подсистема) которая программируется на своем языке программирования (похож на Си, но имеет много элементов древнего BASIC), содержит предустановленные M макросы (такие как M03/04 и т. д.), при внесении которых в G-код PLC подсистема активирует соответствующие последовательности действий, а также, способна работать с входами/выходами системы на основе макропрограмм, написанных пользователем.
Как организовано взаимодействие этих двух подсистем?
Согласно документации пользователю доступны следующие варианты:
- Написание M макроса M880-M889, которые соответствуют файлам в памяти контроллера ProgramUser0-9.
- Написание G программы G100-G170, которые соответствуют фалам в памяти контроллера ProgramG100-170.
Отличий в данных двух вариантах практически нет, по крайней мере они не описаны в документации, эмпирическим путем я их пока тоже не нашел. Заявлено, что набор операторов G программ более широкий. Передача управления от NC к PLC происходит путем написания в G-коде команд (М881, G170 и т. д.) которые автоматически передадут управление PLC подсистеме и она перехватит управление до окончания действия макропрограммы, которая была вызвана. В свою очередь PLC система умеет управлять NC системой при помощи работы с переменными, которые использует последняя, а также, при помощи специальных операторов, типа MOVE, которые могут заставить NC подсистему переместить оси в нужное положение.
Для редактирования макросов доступно 2 способа, какой из них удобнее, решайте сами, я же подробно опишу каждый из них ниже.
Способ 1: непосредственно через интерфейс контроллера
- подключаем USB клавиатуру к контроллеру через порт USB
- нажимаем кнопку DIAGNOSIS
- нажимаем кнопку N на клавиатуре контроллера
- вводим пароль 111111
- во всплывающем диалоговом окне пишем М880 или М881 или М882 и тд, также, забегая вперед, через данный диалог можно выбрать программы для автосмены инструмента (введите T), M6, G100-G170 (также программы пользователя)
- далее Вы попадаете в окно редактирования, обратите внимание на верхнюю часть окна, в ней отображается имя файла, в котором будет сохранена Ваша программа
- кнопки внизу окна, такие как COMPIL и прочие работают при нажатии комбинации кнопки RAPID+N, T, R и так далее (описано внизу окна)
- отдельно стоит выделить режим TEACHIN, доступен на стойках 1000 серии без внешнего пульта, на 990 стойках необходим внешний пульт управления осями. Данный режим позволяет записать в макрос все перемещения которые Вы произведете при помощи пульта.
- При подключенной внешней клавиатуре можно приступать к написанию программы, если клавиатуры у вас нет, то можете использовать клавиатуру контроллера, клавиши с двойным назначением при одном нажатии выдают первое значение, при двойном нажатии выдают второе значение (например: буква Х имеет вторым значением букву О, которая появится в тексте при двойном нажатии кнопки Х.
Способ 2: программирование на компьютере через файлы подпрограмм
- создайте на компьютере текстовый файл, назовите его ProgramUser0, ProgramUser1 и т. д. до 9, либо ProgramG100, 101 и т. д до 170
- напишите свой код в файле, сохраните
- удалите расширение файла
- скопируйте файл на флешку (в связи с тем, что Windows создает директорию SYSTEM VOLUME INFORMATION в корне флешки, необходимо создать в корне папку с любым именем на латинском алфавите без пробелов и символов (например NEW) и скопировать файл в нее)
- вставьте флешку в контроллер
- нажмите кнопку PROGRAM
- нажмите кнопку B
- войдите в каталог, который вы создали ранее, в нашем случае NEW
- в нем будет отображен Ваш файл, нажмите RESTORE (буква Т, на 990 контроллере)
- введите код NEWNEW (стойка NEWKER) либо 111111
- подтвердите восстановление кнопкой Enrter
- после окончания процесса Вы можете войти в режим MDI и ввести команду M880 (если Ваш макрос содержится в файле ProgramUser0)
- нажмите кнопку Start (предварительно войдите в режим AUTO) и наблюдайте выполнение Вашего макроса.
HELLO WORLD или работаем с входами/выходами
Что нужно знать о работе с входами/выходами. Для начала нужно понять, как нам контролировать их работу для отладки процесса. В контроллере существует раздел DIAGNOSIS для данных целей, который вызывается по нажатию соответствующей кнопки на панели контроллера. Диалог DIAGNOSIS имеет вид таблиц с значениями входов, выходов и внутренних реле контроллера (bool), страницы перелистываются кнопками PGDN/PGUP.

В данных окнах мы видим выходы OUTPUT POINT, и входы INPUT POINT. Некоторые выходы и входы являются служебными и их использование не по назначению требует редактирования LADDER файла через контроллер или специальной программой, доступной у нас на сайте в разделе инструкций. Такие порты в обозначениях имеют краткое описание своей функции, например вход X00, также участвует в работе автосмены инструмента, о чем говорит обозначение X00/Т01, если Вы не используете автосмену, то можете смело на него вешать нужную Вам функцию. Входы и выходы в обозначениях которых есть М код, например Y00/М61 говорит о том, что данным кодом в G-коде или в MDI режиме Вы можете снимать значение входа или устанавливать значение выхода. Для выходов используется простое правило, так как М команды выходов являются модальными bool переменными, они требуют для деактивации ввода М команды отключения, то есть, выход будет активен, пока не получит М команду деактивации. Для всех выходов М код деактивации формируется по правилу минус 1 — активируем выход Y00 командой M61, деактивируем M61 — 1 = M60. Можете попробовать войти в режим MDI (кнопка М), написать M61, перейти в режим DIAGNOSIS и увидеть 1 на Y00, повторив все действия, но с командой M60, в режиме диагностики вы увидите Y00 = 0. М команды входов можно использовать для считывания значений этих входов, но это занятие неблагодарное поэтому лучше для этого использовать реле, о которых мы поговорим ниже.
М команды входов/выходов нужны, в первую очередь, для простых задач, если Вы не планируете копать макросы, а Вам просто нужно что-то активировать/деактивировать в процессе работы без условий и взаимосвязей, то вполне можно просто использовать соответствующую выходу команду в G-коде для реализации таких алгоритмов, но если Вам нужно активировать выход и получить сигнал о том, что что-то там действительно заработало и отдало сигнал на вход контроллера, то уже нужно писать программу и в программе макроса PLC подсистема примет Вашу М команду за обращение к реле, а имена реле выходов/входов не соответствуют их М командам, так что Ваш код будет мимо кассы, так сказать.
Итак, для работы с выходами через макрос, нам необходимо знать, что такое реле. Так уж сложилось, что имена реле в контроллерах NEWKER тоже начинаются с буквы М, что вносит некоторую путаницу и нужно понимать какая подсистема будет выполнять макрос в данный момент. PLC подсистема не работает с М командами NC системы, так как последние, по сути, являются предустановленными макросами для активации выходов и чтения входов. Прописав в макрос обращение к выходу Y02 через его М команду М65 PLC обратится к реле M65, которое отвечает за выход Y22, что мы можем увидеть в LADDER файле.

Таким образом, макрос внутри макроса использовать нельзя. Для примера я приведу таблицу, в которой приведено соответствие выходов разъема CN10 и реле в памяти PLC подсистемы.
| CN10 DB25 I/O | ||||||||
| Сигнал | NC макрос активации | NC макрос деактивации | имя в PLC | переменная в PLC | Пин | I/O | Назначение | Уровень |
| 0V | 1 | OUT | Земля источника | 0V | ||||
| +24V | 14 | OUT | +24V | +24V | ||||
| ALM2 | X24 | m88 | 2 | IN | Machine alarm2 | 0V | ||
| M24 | M24 | X26 | 3 | IN | M24 | 0V | ||
| M22 | M22 | X27 | m43 | 5 | IN | M01 input(Spindle back to zero) | 0V | |
| M59 | M59 | М58 | Y07 | m50 | 6 | OUT | Huff | 0V |
| M61 | M61 | М60 | Y00 | m59 | 19 | OUT | User-defined output 1 | 0V |
| M63 | M63 | М62 | Y01 | m63 | 7 | OUT | User-defined output 2 | 0V |
| M65 | M65 | М64 | Y02 | m52 | 20 | OUT | User-defined output 3 | 0V |
| M67 | M67 | М66 | Y03 | m60 | 8 | OUT | User-defined output 4 | 0V |
| M69 | M69 | М68 | Y04 | m105 | 21 | OUT | User-defined output 5 | 0V |
| M71 | M71 | М71 | Y05 | m56 | 9 | OUT | User-defined output 6 | 0V |
| M73 | M73 | М72 | Y06 | m57 | 22 | OUT | User-defined output 7 | 0V |
| M18 | M18 | X28 | m30 | 10 | IN | User-defined input 1 | 0V | |
| M28 | M28 | X25 | m73 | 23 | IN | User-defined input 2 | 0V | |
| M12 | M12 | X29 | m71 | 11 | IN | User-defined input 3 | 0V | |
| M14 | M14 | X30 | m74 | 24 | IN | User-defined input 4 | 0V | |
| M16 | M16 | X31 | m75 | 12 | IN | User-defined input 5 | 0V | |
| YZO+ | 16 | IN | +Y motor Zero signal | 5V | ||||
| YZO- | 15 | IN | -Y motor Zero signal | |||||
| AZO+ | 18 | IN | +A motor Zero signal | 5V | ||||
| AZO- | 17 | IN | -A motor Zero signal | |||||
| +10V | 25 | OUT | the second spindle converting | 0~10V | ||||
| 0V | 13 | OUT | 0V | 0V |
Реле в таблице обозначены с малой буквой m для размежевания с М командами, перечисленными в столбце «NC макрос» и «Сигнал», но при использовании в макросах имена реле должны быть написаны с заглавной буквы.
В работе с выходами в инструкции по программированию от производителя не описан один нюанс. Задекларировано, что для работы с входами/выходами в рамках макропрограммы можно использовать три варианта:
- обратится к смене состояния выхода через его имя, например выход Y00 активировать командой OUT+Y00, что приведет его в активное состояние.
- обратится к выходу через его реле, в данном случае это реле М63, согласно таблице, написав OUT+M63, мы получим тот же результат.
- обратится к регистру, который хранит значение состояния выхода Y00 напрямую, согласно документации это 16 битный регистр #1808, который хранит значения выходов Y00-Y15 (D0-15), но он хранит значение 15 выходов, что не очень удобно использовать, постоянно прописывая значения всех 15, да и не совсем нам это нужно.
Так вот, если Вы напишете в макросе OUT+Y00, то вы получите активацию выхода длиной в один цикл работы PLC, который равен очень короткому промежутку времени. Другими словами, выход моргнет и потухнет, почему так происходит? Если мы заглянем в LADDER файл, то мы увидим следующее:

Это означает, что по умолчанию у нас установлена зависимость между реле M59 и выходом Y00, так как мы меняем состояние выхода, не изменяя состояния реле, то на новом цикле PLC исправит это несоответствие и потушит Y00, поэтому для предсказуемой работы с выходами лучше обращаться к реле напрямую. Такая зависимость прописана для всех выходов, и нужно либо удалять строку в LAD файле, либо напрямую менять состояние реле, тогда на следующем цикле PLC присвоит выходу значение привязанного реле и все будет работать так, как запланировано.
Со входами все обстоит ровно наоборот, если Вы хотите проверить состояние входа, например, через оператор WAT, то лучше использовать имя входа напрямую.


Мощный SZGH-CNC1000TDb-2 двухосевой контроллер токарного станка с ЧПУ
SZGH-CNC1000TDb серии имеет 1-4-осевой токарный ЧПУ-контроллер, 8-дюймовый дисплей (800×600) и 2-канальный аналоговый, со смещением C-образного резака, I/O 56X32, функцию PLC и macro, широко применяется в токарных станках с ЧПУ, токарных станках, гравировальных станках и т. д.
Особенности
1) 800*600 8,4 дюймовый дисплей реального цвета
2) Поддержка функции ATC, макро и PLC
3) Поддержка электрическая турель и башенки с бинарным кодом, Макс.: 99 шт. инструментов.
4) выходная частота импульсов 5 МГц, максимальная скорость 300 м/мин, скорость подачи 150 м/мин
5) 128 Мб памяти, 110 Мб места хранения,
6)Аналоговый выход напряжения 0 ~ 10 в двух каналах, поддержка двойных шпинделей
7) адаптированный серво шпиндель может реализовать постоянное положение шпинделя, жесткое нарезание резьбы, жесткую обработку винтов
Высокая мощность Переключателя против помех (220 В переменного тока-> 24 В постоянного тока и 5 В)
9) Встроенные многие plc-программы, которые можно свободно редактировать.
10) с USB-интерфейсом поддерживает работу файлов на флеш-диске, конфигурацию системы и обновление программного обеспечения
11) Отображение на китайском или английском языках, который можно выбрать по параметрам.
12) 32-битный высокопроизводительный, микропроцессор ARM промышленного класса с низким энергопотреблением.
13) I/Os : 56*32, можно свободно редактировать
14) Смещение фрезы: C
15) меню на английском языке, программа и интерфейс, полноэкранное издание


Применение
Токарный станок с ЧПУ; Центр токарного станка; TDC применяется для гравировального станка с ЧПУ.

Размеры:

Информация посылка
1.Промышленная упаковка: полиэтиленовый пакет + Пенопластовые коробки + картон + деревянные поддоны
2.Коммерческая упаковка: полиэтиленовый пакет + Пенопластовые коробки + картон
3. По вашему требованию. Если у вас есть особые требования к упаковке, пожалуйста, свяжитесь с нами в любое время.

Наши услуги
Сертифицированные фактические товары-у нас действует политика нулевой переносимости для поставщиков по возврату активов.
Самые низкие посылка-всегда предлагают более низкую цену, чем у других компаний.
Профессиональная команда технических инженеров-возможно максимально быстрое реагирование и поддержка запросов клиентов на приложения.
Гарантия качества-бесплатно, гарантия один год и пожизненное обслуживание. При возникновении проблем с качеством, SZGH гарантирует возврат средств.
Быстрая, профессиональная и надежная международная доставка-гибкое и недорогое решение для доставки для клиентов.
Шэньчжэнь Гуанхун Автоматизация Ко., Лтд(Ранее известное как «shenzhen Guanhong automtechnology Co.,Limited» (построено 19 ноября 2010 года) является одной из ведущих компаний по производству станков с ЧПУ и автоматических систем в Китае, специализирующейся на проектировании проектов, маркетинге, И международная торговля, имея большой опыт в сфере пакетных решений с ЧПУ, наша цель-обеспечить высокое качествоТокарная система с ЧПУ, фрезерная система с ЧПУ, гравировальная система с ЧПУ, Серводвигатель и драйвер переменного тока, Серводвигатель и драйвер TECO, шаговый двигатель и драйвер,Закрытый шаговый двигатель и драйвер,Зубчатый редуктор.
У нас есть профессиональная техническая команда, строго тестирующая продукцию для гарантии высокого качества, очень конкурентоспособное предложение, специально у нас есть гибкий и удобный способ оплаты и недорогое решение для доставки для клиентов.
Tenet нашей компанииКачество-это жизнь предприятия«, Ваше удовлетворение-Наше величайшее достижение.


Вопросы еще не задавались…
-
Position Feedback Function
Yes
-
With B type Operational Panel
Yes
-
Минимальная единица измерения
100000015
-
Номер модели
SZGH-CNC1000TDb-2
-
Размер логистики — высота (см)
40
-
Размер логистики — длина (см)
50
-
Размер логистики — ширина (см)
30
-
Тип двигателя
Электродвигатель переменного тока