
МIG-200 — это простой в использовании сварочный аппарат МПС, подходящий как для бытового, так и для профессионального использования.
Подходит для самых разных целей, а возможность использования длинного удлинительного шнура облегчает эксплуатацию на различных объектах. Он также подходит для использования в генераторах на строительных площадках.
Сварочное напряжение и скорость подачи проволоки регулируются одним регулятором в зависимости от толщины свариваемого листа. Таким образом, выбрать правильные параметры несложно. Длина дуги, или теплота сварки, регулируется с помощью другого регулятора, и как только найдено нужное значение, обычно нет необходимости изменять его даже при сварке более толстого или более тонкого листа.
Сварочные свойства машины оптимальны при использовании стальной проволоки диаметр 08 мм Кроме того, в качестве присадочной проволоки можно использовать сплошную проволоку толщиной 06мм, 09 мм или 1,0 мм или проволоку с сердечником.
Полуавтомат ВНИИССОК 200 является одним из наиболее распространенных и эффективных профессиональных помощников для фотографов. Он подойдет как для опытных мастеров, так и для новичков, которые только начинают свой путь в фотографии. Однако, перед использованием полуавтомата необходимо его настроить.
Настройка полуавтомата ВНИИССОК 200 — это важный процесс, который позволит достичь наилучших результатов при съемке. В этой статье мы подробно рассмотрим инструкцию по настройке полуавтомата ВНИИССОК 200 с пошаговыми советами.
Шаг 1: Первым делом необходимо правильно установить полуавтомат на штатив или другую устойчивую поверхность. Убедитесь, что полуавтомат тщательно закреплен и не сдвигается в процессе работы.
Шаг 2: Следующим шагом является подключение камеры к полуавтомату. Для этого необходимо правильно соединить соответствующие разъемы кабелей. Учтите, что разъемы должны быть надежно зафиксированы, чтобы избежать случайного отключения камеры.
Шаг 3: После подключения камеры следует проверить соединение, чтобы убедиться, что все настроено правильно. Для этого можно выполнить тестовую съемку и оценить результат. Если все работает корректно, можно переходить к следующему шагу.
Шаг 4: Далее необходимо настроить параметры полуавтомата ВНИИССОК 200 в соответствии с требованиями съемки. В зависимости от условий освещения, типа объекта съемки и других факторов, можно регулировать такие параметры, как выдержка и диафрагма.
Шаг 5: После настройки параметров полуавтомата рекомендуется выполнить несколько тестовых снимков, чтобы убедиться, что все настроено правильно и фотографии получаются с высоким качеством. Если необходимо, можно внести дополнительные корректировки.
Следуя этой подробной инструкции, вы сможете настроить полуавтомат ВНИИССОК 200 и получить наилучшие результаты при съемке. Не бойтесь экспериментировать с настройками и освоить все возможности этого мощного инструмента для фотографии.
Содержание
- Подробная инструкция по настройке полуавтомата ВНИИССОК 200
- Подготовка к настройке
- Последовательность настройки
- Регулировка полуавтомата ВНИИССОК 200
- Полезные советы по настройке полуавтомата ВНИИССОК 200
Подробная инструкция по настройке полуавтомата ВНИИССОК 200
- Подготовьте необходимые инструменты и материалы. Убедитесь, что у вас есть: полуавтомат ВНИИССОК 200, документация к устройству, инструкция по настройке, необходимые ключи и отвертки.
- Ознакомьтесь с документацией и инструкцией по настройке. Внимательно прочитайте и изучите все указания и рекомендации, представленные в документации.
- Проверьте состояние полуавтомата. Визуально осмотрите устройство на наличие повреждений, износа или других дефектов. При необходимости произведите замену или ремонт поврежденных деталей.
- Подготовьте рабочее место. Установите полуавтомат ВНИИССОК 200 на стабильной поверхности, которая обеспечит комфортную и безопасную работу.
- Произведите настройку параметров. Следуйте инструкции по настройке, корректно устанавливая различные параметры на полуавтомате ВНИИССОК 200. Убедитесь, что введенные значения соответствуют требованиям вашего рабочего процесса.
- Проверьте работоспособность. После осуществления настройки проведите тестовый запуск полуавтомата ВНИИССОК 200 и убедитесь, что устройство работает в соответствии с ожиданиями и выполняет заданные функции.
- Проверьте безопасность. Убедитесь, что все безопасностные меры соблюдены и полуавтомат ВНИИССОК 200 не представляет угрозы для оператора и окружающих.
Эти пошаговые инструкции помогут вам успешно настроить полуавтомат ВНИИССОК 200 и обеспечить его эффективную работу. В случае возникновения проблем или неясностей, обратитесь к специалисту или производителю для получения дополнительной помощи.
Подготовка к настройке
Перед тем, как приступить к настройке полуавтомата ВНИИССОК 200, необходимо выполнить ряд предварительных действий. Это поможет обеспечить правильную работу и максимальную эффективность устройства. В этом разделе мы рассмотрим основные шаги подготовки к настройке.
- Проверьте комплектацию: убедитесь, что в комплекте имеются все необходимые детали и аксессуары для сборки и установки полуавтомата.
- Ознакомьтесь с инструкцией: прочитайте тщательно руководство по эксплуатации, чтобы понять принцип работы устройства и основные моменты настройки.
- Подготовьте рабочее место: установите полуавтомат на стабильной поверхности с доступом к электропитанию и необходимым инструментарием.
- Проверьте электропитание: убедитесь, что напряжение в сети соответствует требованиям полуавтомата. В случае несоответствия, используйте стабилизатор напряжения.
- Подготовьте материалы: загрузите в полуавтомат необходимые материалы (например, проволоку для сварки) в соответствии с требованиями производителя.
- Установите защитные средства: перед началом настройки наденьте соответствующую защитную экипировку, включая защитные очки, перчатки и сварочный шлем.
После выполнения всех этих шагов вы будете готовы к настройке полуавтомата ВНИИССОК 200. Обратитесь к руководству пользователя и следуйте указаниям производителя для достижения оптимальных результатов сварки.
Последовательность настройки
Настройка полуавтомата ВНИИССОК 200 может быть довольно сложной задачей, но следуя определенной последовательности действий, вы сможете успешно выполнить эту задачу. В этом разделе приведена подробная инструкция, состоящая из нескольких шагов.
1. Проверьте состояние полуавтомата: Перед началом настройки обязательно проверьте, что полуавтомат находится в исправном состоянии и готов к работе.
2. Подготовьте все необходимые материалы и инструменты: Для настройки полуавтомата ВНИИССОК 200 вам понадобятся различные материалы и инструменты, такие как провода, контакты, мультиметр и т.д. Убедитесь, что у вас есть все необходимое перед началом работы.
3. Соедините полуавтомат с источником питания: Подсоедините полуавтомат ВНИИССОК 200 к источнику питания с помощью соответствующих проводов. Убедитесь, что подключение выполняется правильно и надежно.
4. Настройте параметры полуавтомата: В зависимости от вашего назначения и требований, настройте параметры полуавтомата, определите режим работы, частоту и другие необходимые параметры. Важно следовать указаниям производителя и требованиям вашей задачи.
5. Проверьте настройки полуавтомата: После настройки проведите проверку, чтобы убедиться, что все параметры и функции правильно настроены и работают корректно. Используйте мультиметр и другие необходимые инструменты для проведения проверки.
6. Протестируйте работу полуавтомата: После проведения основных настроек и проверки, протестируйте работу полуавтомата ВНИИССОК 200 в условиях, приближенных к реальным. Убедитесь, что полуавтомат работает стабильно и эффективно.
7. Закрепите настройки и выполните финальную проверку: После успешного тестирования и проверки, закрепите настройки полуавтомата и выполняйте финальную проверку для убедиться, что все функции работают правильно и по требованиям.
Следуя этой последовательности действий, вы сможете настроить полуавтомат ВНИИССОК 200 правильно и эффективно. Однако, не забывайте, что каждая задача может иметь свои особенности и требования, поэтому обязательно ознакомьтесь с документацией и руководством пользователя перед началом настройки.
Регулировка полуавтомата ВНИИССОК 200
Для достижения наилучших результатов и удобной работы с полуавтоматом ВНИИССОК 200 рекомендуется провести его регулировку. В этом разделе представлены пошаговые инструкции по настройке полуавтомата ВНИИССОК 200.
| Шаг | Описание |
|---|---|
| 1 | Убедитесь в том, что полуавтомат ВНИИССОК 200 находится в выключенном состоянии и отсоединен от источника питания. |
| 2 | Проверьте правильность подключения кабеля питания к полуавтомату и источнику питания. Убедитесь, что кабель не поврежден и надежно закреплен. |
| 3 | Убедитесь, что настройки полуавтомата соответствуют требованиям вашей работы. Проверьте настройки скорости подачи проволоки, напряжения и времени сварки. |
| 4 | Проведите проверку наличия и правильности установки пружины и упорного болта полуавтомата. Установите их в соответствии с инструкцией к полуавтомату. |
| 5 | Проверьте наличие и состояние газового редуктора и форсунки на полуавтомате. Убедитесь, что форсунка не забита и газ равномерно подается. |
| 6 | Проведите проверку работы сопла полуавтомата. Убедитесь, что сопло не повреждено и плотно закреплено. |
| 7 | Проверьте состояние и настройки токовой силы и напряжения источника питания. Убедитесь, что они соответствуют требованиям работы с полуавтоматом ВНИИССОК 200. |
| 8 | Включите полуавтомат и проверьте его работу в пробном режиме. Убедитесь, что все системы работают исправно и нет неполадок. |
| 9 | Подготовьте материалы для сварки и начните сварочные работы с полуавтоматом ВНИИССОК 200. |
Следуя этим пошаговым инструкциям, вы сможете правильно настроить полуавтомат ВНИИССОК 200 и получить отличные результаты сварки.
Полезные советы по настройке полуавтомата ВНИИССОК 200
Настройка полуавтомата ВНИИССОК 200 может быть сложной задачей, но с правильными советами вы сможете справиться с этим процессом. Вот некоторые полезные советы и рекомендации, которые помогут вам успешно настроить полуавтомат ВНИИССОК 200:
1. Ознакомьтесь с руководством пользователя:
Перед тем, как начинать настройку полуавтомата, рекомендуется внимательно прочитать руководство пользователя. В нем содержится подробная информация о функциональности и процедуре настройки, что позволит вам лучше понять устройство и принцип работы ВНИИССОК 200.
2. Проведите предварительную проверку оборудования:
Перед настройкой убедитесь, что все компоненты полуавтомата ВНИИССОК 200 исправны и правильно подключены. Проверьте состояние кабелей, электродов и других элементов системы на предмет повреждений или дефектов.
3. Подготовьте рабочую среду:
Для настройки полуавтомата ВНИИССОК 200 необходимо создать оптимальные условия в рабочей среде. Установите его на стабильной поверхности, избегайте воздействия прямых солнечных лучей или других источников света, которые могут негативно повлиять на работу прибора.
4. Калибруйте датчики и параметры измерений:
Одной из важных задач настройки полуавтомата является калибровка датчиков и определение соответствующих параметров измерений. Вам потребуется провести ряд измерений с использованием эталонных образцов, чтобы точно определить значения и скорректировать настройки.
5. Установите параметры для требуемого результата:
Определите желаемый результат, который вы хотите получить с помощью полуавтомата ВНИИССОК 200. Установите соответствующие параметры и границы измерения, чтобы обеспечить правильное функционирование и достижение требуемого качества изделия.
6. Проверьте работу полуавтомата:
После настройки важно проверить работу полуавтомата ВНИИССОК 200. Выполните несколько тестовых измерений и убедитесь, что полученные результаты соответствуют ожиданиям и требованиям.
Следуя этим полезным советам, вы сможете успешно настроить полуавтомат ВНИИССОК 200 и использовать его для точных и надежных измерений. Помните, что процесс настройки может требовать времени и терпения, но результаты будут стоять затраченных усилий.
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Всем привет! Данный аппарат я взял потестить как первую MIG сварку, которую не жалко будет «убить» по неопытности. Публикация будет от лица новичка в этом деле для таких же новичков, так что попрошу более опытных мастеров сильно не кидать в меня тапками, а поддержать рекомендациями )

Характеристики
Модель: MIG200
Входное напряжение: 220в ± 15%
Частота: 50/60 Гц
Номинальный выходной ток: 200A (для MIG/MAG), 200A (для MMA), 200A (для TIG)
Номинальное выходное напряжение: 20,0 в (для MIG/MAG), 24,8 в (для MMA), 14,8 в (для TIG)
Диаметр провода: 0.8-1мм
Размер: 318x129x220мм
Вес: 5.5кг
Распаковка и внешний вид
Коробку с местного склада привезли DPD довольно оперативно, аппарат расположен в пенопластовых вставках, так что должен пережить небольшие падения во время доставки. В комплекте сам аппарат, провод «массы», запасной коннектор, полкило проволоки с флюсом и макулатурка. На лицевой стороне расположен дисплей, отображающий выставленный и текущий ампераж, чуть ниже два потенциометра, регулирующие напряжение и силу тока и в самом низу разъемы для подключения «массы» и ручки для сварки MMA. Сзади имеется наклейка с основными характеристиками, а так же кнопка выключения и вытяжной вентилятор




Пистолет MIG не съемный, длина кабеля около полутора метра, «масса» около метра, выглядит добротно


Коробка с проволокой. Сама катушка в вакуумной упаковке, дополнительно промаркирована и обмотана бумагой, а кончик завернут в прорезь, чтобы случайно не размоталось ничего


По бокам корпуса расположили фиксаторы для быстрого доступа к механизму подачи проволоки. Отстегиваем два штуки и откидываем крышку как кабину у КАМАЗа. Владельцы 3Д принтеров смогут сделать всё с закрытыми глазами, т.к. процедура «заправки» очень похожа. Стягиваем фиксатор, продеваем проволоку в направляющие трубки. Я по привычке пропихнул ее вручную до самого сопла и это было ошибкой, т.к. при ручной подаче проволока слегка деформируется пальцами при каждом сдавливании и в итоге идет довольно туго к концу, а потом еще и на ролике начинает проскальзывать. Так что лучше немного протянуть конец, накинуть обратно прижимной механизм и доверить протяжку устройству



Так же не забудьте прикрутить на место фиксатор катушки, чтобы ничего не потерять. Кстати, на фото видно, что проволока «разлохматилась», это произошло опять же из-за того, что я решил вручную ее протолкать, т.к. сложно было и подавать её в трубку и следить за нятяжкой, один виток соскочил и получился этот ужас, но всё не так страшно как выглядит, путаться она не должна, после тестирования проблемный участок почти израсходован и под ним уже проглядывают ровные слои. Установлено сопло 0.8мм, так что проволока должна использоваться того же диаметра, но при желании можно докупить на 1мм, стоят они около $5 за горсть, а соответствующий режим имеется



Включение и настройка
При включении происходит самодиагностика, после чего активируется последний выбранный режим

Левый потенциометр отвечает за регулировку напряжения в диапазоне 11-27В. На дисплее изменения не отображаются, но дуга становится ярче и звучит мощнее

Второй корректирует силу тока от 20 до 200А и скорость подачи проволоки от 1.5 до 16 метров в минуту. После розжига дуги на экране отображается текущее значение тока, частота обновления неплохая



Режимы переключаются по кругу нажатием центральной кнопки, при чем промежуточные значения тока так же отличаются, но упираются в 200А в крайнем положении




Практика
Вставляем «массу» в плюсовой контакт, выбираем режим MIG 0.8 и можно работать. Для начала я взял металлическую пластину толщиной 0.3мм, которую MMA сварка будет просто резать. Выставил ток 80А, напряжение чуть меньше половины. Почему-то два человека из пяти во время первой попытки начинают упорно шкрябать проволокой по материалу без нажатия курка как в случае с электродной сваркой. Напряжение появляется только в время подачи проволоки.

Проблем не возникло, шов может не очень ровный, но ничего не прожгло и нет непроваренных участков, с обратной стороны выглядит так же неплохо


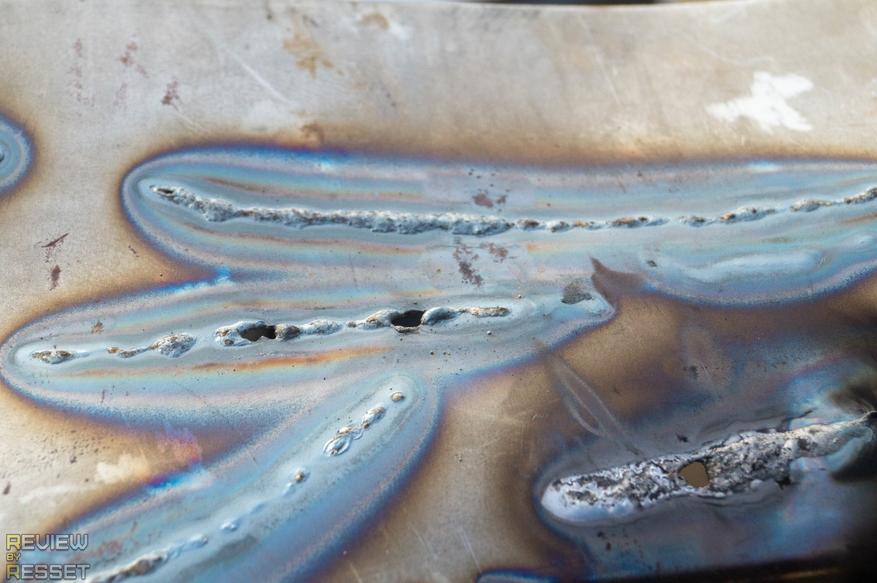
А вот при тех же 80А, но максимальном напряжении уже начинает плавить заготовку

С лицевой стороны нижний шов выглядит нормально при среднем значении напряжения и тока, но вот с обратной заметен перегрев, что не очень хорошо, особенно если важна герметичность соединения

Так же было интересно(думаю не только мне) насколько отличается результат при использовании модели с CO2 от проволоки с флюсом. У знакомого есть вот такой аппаратище, единственный его недостаток в том, что первое положение напряжения не работает и тонкий металл варить проблематично

Первую пластинку прожигает даже на минимальном токе, так что взял 3мм железяку и на не меняя настроек наложили небольшой шов. Дыма немного, как и брызг, дуга не особо яркая, так что заготовку видно отлично. Ну и пространство вокруг шва ничем не заляпано


Пройдемся ниже сабжем, ток 95А, регулятор напряжения в центральном положении. Разница заметна. Куча дыма, который вместо углекислоты защищает место сварки, дуга ярче и кипящий флюс сильнее разбрызгивает проволоку. Результат получается уже не таким чистым и наплавляется меньше металла, но это уже особенность используемой проволоки и подачи. Если в циклоне можно ее накрутить на максимум не изменяя остальных настроек, то тут она привязана к силе тока. Для новичков может это и к лучшему, ведь от этого прочность шва не сильно будет страдать, но вот нарастить хороший слой металла для ремонта заготовки будет уже проблематично. Налет спокойно стирается мягкой металлической щеткой



И да, при максимальном значении напряжении уже при 150А начинает жечь даже толстую пластину
Для сварки MMA достаточно «массу» переставить на минусовой контакт, а к плюсовому подключить соответствующий кабель с фиксатором электрода и можно варить. Немного побаловался на той же пластине, мощности так же хватает, чтобы наделать в ней дыр, оптимальным током для 2мм электрода как и в «ресанте», которой я пользовался ранее, оказалось значение в 80-90А, в этом случае шов ложится равномерно и не сильно перегревает металл.

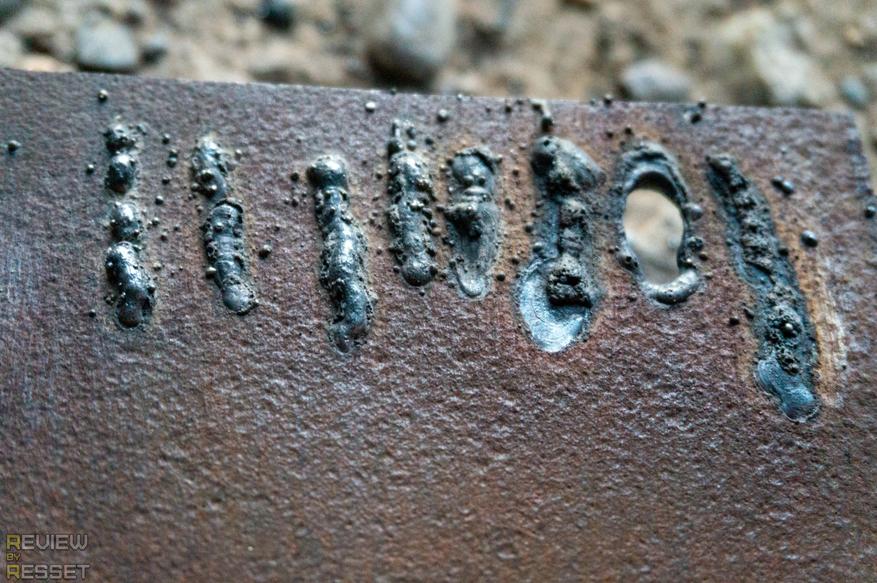
А это первые попытки сварить профильную трубу, справа MMA шов, в разрезе более наглядно. В нижней части самые первые швы, тянул по горизонтали чтобы камера нормально сняла процесс, но кадры получились пересвеченными, так что и видео запорол и заготовки. Те что сверху уже наплавлял сверху вниз, получилось гораздо лучше, проварило глубоко, при этом не особо перегрев заготовки. Но сейчас я знаю, что MIG чистый металл сваривает гораздо лучше, чем ржавый, так что если нужно сделать аккуратно и надежно, стоит потратить время на зачистку обрабатываемой поверхности до блеска.


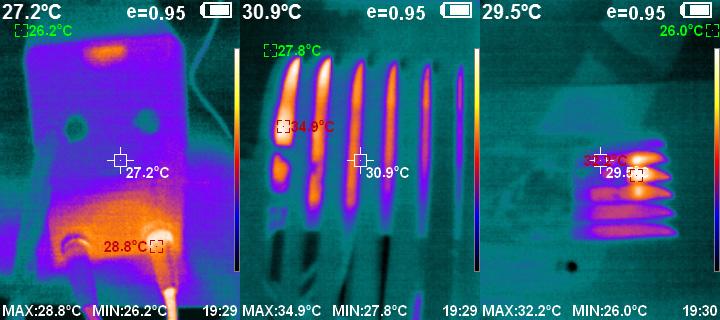
Тестировал аппарат не отключая питание, через час работы температура радиаторов не превысила 35 градусов при температуре окружающей среды 27 градусов, довольно неплохо
Сопло флюсовой проволокой заплёвывает хорошо, так что периодически нужно его очищать. Достаточно несколько раз протереть мягкой щеткой по металлу


За время тестирования потратил наверное треть катушки, а может и меньше. Не додумался взвесить новую


Гифки еще не починили, так что сделал очень короткое видео с демонстрацией включения, настройки и использования
Итоги
Мне кажется для первого аппарата очень неплохо. Получаем MIG+MMA сварку по цене среднего ММА аппарата из местных магазинов. Я опустил TIG режим, т.к. в комплекте не было специального кабеля, к которому помимо питания подключается еще трубка для подачи аргона, да и в освоении довольно непрост, а настроек тут не особо много чтобы в идеал вывести, так что можно сказать, что он тут скорее для галочки.
А вот с MIG режимом справится даже тот, кто ни разу в руках не держал обычную электродную сварку. Думал придется долго тренироваться как с первым ММА сварочником в своё время, полуавтомат же многое прощает. На минимальном токе/подаче и напряжении сложно сжечь даже тонкую деталь, а для работы с толстым достаточно поднять напряжение. Правда процесс затянется при больших объемах, но зато можно вникнуть в процесс, замучив относительно небольшую заготовку. Для меня комфортным оказался ток 80-100А, видимо потому что по скорости работы напоминает работу с электродами. Но при этом материал не перегревается, благодаря этому заготовки практически не ведет, а проволока подается пока не закончится катушка, так что не приходится отвлекаться на замену расходников.
Есть конечно и минусы, но они касаются не работы самого аппарата, а побочек из-за использования проволоки с флюсом: поверхность приходится отчищать от белого налета, брызг металла больше, дыма чуть меньше, чем от обычных электродов в обмазке, но при работе в помещении нужна хорошая вытяжка. Ну и цена, обычная проволока стоит порядка $5 за килограмм, с флюсом от $10 до $30 в зависимости от производителя, так что если планируется много работать, выгоднее доплатить за аппарат с подачей газа, «отобьется» килограмм за 20 )
На момент заказа в этом магазине aliexpress с доставкой из РФ прайс был самый гуманный, да и сейчас есть купон V3SXC3363V8Q, скидывающий $10
проверить цену
Миг 200 – это полуавтоматическая сварочная машина, которая предназначена для профессионального использования. Она позволяет выполнить качественную и прочную сварку металлических конструкций различной толщины. Однако, перед использованием данного оборудования необходимо правильно настроить его, чтобы достичь оптимального результата.
Ниже приведена подробная инструкция по настройке полуавтомата Миг 200:
- Подготовка оборудования: перед началом работы необходимо убедиться, что полуавтомат Миг 200 находится в исправном состоянии. Проверьте соответствие подключения электропитания, наличие достаточного количества сварочной проволоки и наличие газового баллона, если требуется использование газа.
- Выбор режима сварки: определите необходимый режим сварки в соответствии с толщиной металла, который требуется сварить. Обычно для тонких металлических листов используется режим сварки с меньшим током, а для более толстых — с большим током. Установите соответствующие параметры на регулировочном блоке.
- Подготовка металла: перед сваркой необходимо очистить поверхность металла от окислов и загрязнений. Используйте для этого щетку или наждачную бумагу. Также убедитесь, что металл не содержит влаги или жира.
- Правильная настройка подачи проволоки: убедитесь, что подача сварочной проволоки происходит плавно и без проблем. При необходимости отрегулируйте скорость подачи проволоки с помощью соответствующего рычага или регулятора.
- Настройка газового режима: если требуется использование защитного газа, установите соответствующий режим и проверьте его работоспособность. Убедитесь, что газ аккуратно и равномерно подается к месту сварки.
Следуя этой подробной инструкции, вы сможете правильно настроить полуавтомат Миг 200 и получить качественный результат сварки. Помните, что безопасность всегда должна быть на первом месте, поэтому используйте соответствующие средства индивидуальной защиты при работе с полуавтоматом Миг 200.
Желаем вам успешной сварки и отличных результатов при использовании полуавтомата Миг 200!
Содержание
- Проверка базовых настроек
- Правильная установка электрода
- Зажигание автомата
- Регулировка скорости сварки
- Регулировка тока сварочного аппарата
- Настройка подачи проволоки
- Проверка качества сварки
- Рекомендации по безопасности и уходу за сварочным аппаратом
Проверка базовых настроек
После выполнения предыдущих шагов, необходимо проверить базовые настройки полуавтомата Миг 200. Это позволит убедиться в правильности установки и готовности к дальнейшей настройке.
Для начала необходимо проверить, что полуавтомат подключен к источнику питания. Убедитесь, что адаптер правильно вставлен в розетку и подключен к полуавтомату. Если полуавтомат работает от батарей, убедитесь, что батареи установлены правильно и заряжены.
Затем проверьте, что все необходимые кабели подключены к полуавтомату. Убедитесь, что пульт управления подключен к полуавтомату с помощью соответствующего кабеля.
После этого проверьте, что все индикаторы на полуавтомате горят и не мигают. Если какой-либо индикатор мигает или не горит, это может указывать на проблему с настройкой или подключением. В таком случае, проверьте все подключения и настройки снова.
Также стоит проверить, что настройки на пульте управления соответствуют базовым требованиям. Убедитесь, что режим работы и параметры полуавтомата установлены правильно.
Весь процесс проверки базовых настроек полуавтомата Миг 200 должен быть документирован. В случае возникновения проблем, это поможет быстро найти и исправить ошибку.
| Шаг | Описание | Статус |
|---|---|---|
| 1 | Проверка подключения к источнику питания | ОК |
| 2 | Проверка подключения кабелей | ОК |
| 3 | Проверка индикаторов | ОК |
| 4 | Проверка настроек пульта управления | ОК |
Правильная установка электрода
Для полуавтомата Миг 200 необходимо правильно установить электроды, чтобы обеспечить качественное сварочное соединение. Следуйте следующим шагам, чтобы выполнить эту задачу:
- Убедитесь, что сварочная машина выключена и отключена от источника питания.
- Откройте крышку полуавтомата и найдите держатель электрода.
- Вставьте электрод в держатель так, чтобы его конец был выступающим на 3-5 миллиметров.
- Плотно закрепите электрод в держателе, убедившись, что он надежно фиксируется.
- Закройте крышку полуавтомата и убедитесь, что она защелкнулась.
- Проверьте состояние сварочной машины и устройте необходимые настройки перед началом работы.
Следуя этим простым инструкциям, вы сможете правильно установить электроды на полуавтомате Миг 200 и быть уверенными в качестве сварочного соединения.
Зажигание автомата
Для настройки зажигания автомата Миг 200 необходимо выполнить следующие шаги:
| 1 | Переведите переключатель режима стрельбы в положение «Огонь». |
| 2 | Убедитесь, что затвор автомата находится в переднем положении. |
| 3 | Откройте точильный прибор и извлеките зажигательный элемент. |
| 4 | Проверьте зажигательный элемент на наличие повреждений или загрязнений. |
| 5 | Если необходимо, очистите зажигательный элемент от загрязнений. |
| 6 | Установите зажигательный элемент обратно в точильный прибор. |
| 7 | Закройте точильный прибор. |
| 8 | Выдерните затвор автомата до упора и отпустите его, чтобы он встал на место. |
| 9 | Установите автомат на предохранительный столик. |
| 10 | Включите зажигание автомата, поворачивая ключ в соответствующем направлении. |
Регулировка скорости сварки
Для достижения оптимальных результатов сварки при использовании полуавтомата Миг 200, необходимо правильно настроить скорость сварки. Это позволит добиться равномерного расплавления электрода и поддерживать стабильный дуговой разряд.
Перед началом работы следует ознакомиться с рекомендациями производителя об использовании правильной скорости сварки для различных типов металла и электрода. В Миг 200 эта настройка осуществляется с помощью регулятора скорости, расположенного на панели управления сварочного аппарата.
Конкретные цифры на регуляторе скорости обозначены в процентах, отражающих отношение скорости сварки к максимально допустимой скорости. Например, значение 50% означает, что скорость сварки будет половиной от максимально допустимой.
Для выбора оптимальной скорости сварки, рекомендуется начинать средним значением (около 50%) и постепенно увеличивать или уменьшать скорость в зависимости от требований сварочного процесса.
Если скорость сварки выбрана неправильно, могут возникнуть следующие проблемы:
- слишком низкая скорость сварки может привести к неравномерному расплавлению электрода и образованию крупных брызг;
- слишком высокая скорость сварки может привести к плохому глубокому прогреву металла и возникновению неприятных дефектов, таких как прожоги и проколы;
- неверная скорость сварки может привести к плохой сварочной дуге, слабому сгоранию электрода и неправильному влиянию защитного газа.
Для получения оптимальных результатов рекомендуется проверять и корректировать скорость сварки в процессе работы, основываясь на визуальной оценке качества сварного шва и предпочтениях сварщика.
Регулировка тока сварочного аппарата
Для достижения качественной сварки с помощью полуавтомата Миг 200 важно правильно настроить ток сварочного аппарата. Ток влияет на глубину и скорость проникновения сварного шва, а также на качество сварочного соединения.
Для регулировки тока на полуавтомате Миг 200 используется специальная ручка или кнопка, которая позволяет изменять значение тока в определенных пределах. Прежде чем начать регулировку тока, необходимо убедиться, что сварочный аппарат выключен и заземлен.
Для начала работы необходимо подключить сварочный провод к полуавтомату Миг 200 и выбрать нужный сварочный режим. Затем можно приступить к регулировке тока. Начните с установки среднего значения тока, которое указано в инструкции к сварочному аппарату.
Для регулировки тока необходимо включить сварочный аппарат и установить режим сварки. Затем вращайте ручку или нажимайте на кнопку для изменения значения тока. Обратите внимание, что изменение тока может влиять на качество сварки, поэтому рекомендуется провести несколько пробных сварочных швов с различными значениями тока, чтобы найти оптимальное значение.
| Значение тока | Рекомендации |
|---|---|
| Меньше среднего значения | Сварочный шов будет более полостым, но менее прочным |
| Среднее значение | Обычно рекомендуется для большинства видов сварки |
| Больше среднего значения | Сварочный шов будет более глубоким и прочным, но может вызывать деформации и зазубрину |
После установки нужного значения тока сварочного аппарата рекомендуется проверить качество сварки, проведя пробные сварочные швы на тестовом материале. Если необходимо, можно внести дополнительные корректировки в значение тока, чтобы достичь оптимального качества сварки.
Важно помнить, что при работе с полуавтоматом Миг 200 необходимо соблюдать правила безопасности и использовать защитное снаряжение, включая защитные очки, перчатки и фартук.
Настройка подачи проволоки
Для начала необходимо проверить работу привода катушки с проволокой. Это можно сделать с помощью ручки на панели передней стороны аппарата. Вращая ручку по часовой стрелке, вы увеличиваете подачу проволоки, а вращая против часовой стрелки — уменьшаете подачу. Регулируйте подачу так, чтобы проволока подавалась равномерно и без заеданий.
Следующим шагом является установка правильной подачи проволоки в зависимости от толщины металла, который вы собираетесь сваривать. Вы можете использовать специальную таблицу, которая указывает настройки для разных материалов.
Чтобы установить оптимальную подачу проволоки, регулируйте ручку настройки скорости подачи. Обычно эта ручка имеет диапазон значений от 1 до 10. Плавно изменяйте значение, пока не достигнете желаемого результата.
Не забывайте также проверить натяжение проволоки. Для этого можно воспользоваться специальным прибором. Натяжение должно быть достаточным, чтобы проволока не запуталась, но при этом не должно приводить к ее перекручиванию.
Правильная настройка подачи проволоки позволит вам обеспечить качественную сварку и достичь желаемых результатов.
Проверка качества сварки
В процессе проверки качества сварки необходимо учесть несколько основных аспектов:
Внешний осмотр
Внешний осмотр сварного соединения позволяет выявить самые очевидные дефекты, такие как трещины, шлаки и неправильные размеры соединения. При этом важно помнить, что внешний осмотр не всегда способен обнаружить скрытые дефекты.
Испытания на прочность
Испытания на прочность позволяют оценить прочность сварного соединения и проверить его способность выдержать требуемую нагрузку. В зависимости от требований и конкретного случая, могут использоваться различные методы испытаний, такие как растяжение, изгиб или ударное воздействие.
Испытания на герметичность
Испытания на герметичность проводятся для проверки степени герметичности сварного соединения. Это особенно важно в случае сварного соединения, которое будет подвергаться воздействию различных веществ, например, в системе трубопроводов.
Важно также отметить, что проверка качества сварки должна проводиться опытными специалистами, которые имеют необходимые знания и опыт в данной области.
Учет и контроль качества сварки являются важной частью процесса сварки и являются гарантией безопасности и надежности сварных соединений.
Рекомендации по безопасности и уходу за сварочным аппаратом
- Перед началом работы убедитесь, что сварочный аппарат соответствует требованиям по электробезопасности. Проверьте наличие заземления и целостность изоляции.
- Перед подключением или отключением сварочного аппарата обязательно выключите его и отсоедините от сети электропитания.
- При работе со сварочным аппаратом используйте соответствующую защитную одежду и средства индивидуальной защиты, такие как защитные очки, респиратор и перчатки.
- Не прикасайтесь к горячим элементам сварочного аппарата. Дайте ему остыть перед тем, как проводить уход и обслуживание.
- Место работы со сварочным аппаратом должно быть хорошо проветриваемым, чтобы избежать попадания паров и газов в организм. Не работайте в закрытом помещении без соответствующей вентиляции.
Для сохранения работы сварочного аппарата в хорошем состоянии и максимального срока его службы, рекомендуется:
- Регулярно очищать и проверять сварочный аппарат на наличие повреждений.
- Поддерживать сварочный аппарат в сухом и чистом состоянии, избегая попадания влаги и пыли.
- Следить за правильной работой вентиляторов и системы охлаждения. При обнаружении неисправностей обращайтесь к специалисту.
- Периодически проводить техническое обслуживание и профилактику сварочного аппарата в соответствии с его инструкцией.
- При возникновении нештатных ситуаций, таких как дым, запах горения или искры, сразу же выключите сварочный аппарат и обратитесь к специалисту для диагностики и устранения проблемы.
- Главная
- Сварочные аппараты
- Vniissok
- Тип аппаратасварочный инвертор
- Сварочный ток (MMA)40-200 А
- Сварочный ток (MIG/MAG)20-200 А
- Напряжение на входе140-240 В
- Количество фаз питания1
- Напряжение холостого хода55 В
- Мощность3.40 кВт
- Продолжительность включения при максимальном токе60 %
- Диаметр электрода1.60-5 мм
- Диаметр проволоки0.80-1 мм
- Показать все
Здесь вы можете изучить характеристики, отзывы покупателей о Vniissok MIG-200, TIG, MMA, MIG/MAG
Цена от 34986 ₽
(на сентябрь 2023)
Характеристики Vniissok MIG-200, TIG, MMA, MIG/MAG
Основные характеристики*
| Тип аппарата | сварочный инвертор |
| Аргонодуговая сварка TIG | есть |
| Ручная дуговая сварка MMA | есть |
| Полуавтоматическая сварка (MIG/MAG) | есть |
| Сварочный ток (MMA) | 40-200 А |
| Сварочный ток (MIG/MAG) | 20-200 А |
| Напряжение на входе | 140-240 В |
| Количество фаз питания | 1 |
| Напряжение холостого хода | 55 В |
| Мощность | 3.40 кВт |
| Продолжительность включения при максимальном токе | 60 % |
| Диаметр электрода | 1.60-5 мм |
| Диаметр проволоки | 0.80-1 мм |
| Расположение катушки | внутреннее |
Особенности*
| Дополнительные функции | антиприлипание, горячий старт, защита от перегрева, форсаж дуги |
| Степень защиты | IP21S |
| Габариты, ДхШхВ | 410х270х300 мм |
| Масса | 6.6 кг |
| Комплектация | кабель с электродержателем, кабель с зажимом заземления, проволока сварочная порошковая 0.8 мм |
* Точные параметры уточняйте на сайте продавца.
Отзывы пользователей о Vniissok MIG-200, TIG, MMA, MIG/MAG

В данном материале собарны самые актуальные модели сварочных аппаратов для новичка.
Vniissok MIG-200: Характеристики и цена

Vniissok MIG-200 является портативным сварочным аппаратом, предназначенным для выполнения различных сварочных задач. Он использует метод металлоактивного инертного газа (MIG) и ручную дуговую сварку (MMA). Этот аппарат подходит для широкого спектра задач.

| Номинальное напряжение на входе | 140-240 В |
| Максимальный ток | 200 А |
| Минимальный ток | 20 А |
| Мощность | 3,4 кВт |
| Защита | IP21S |
| Рабочий цикл при максимальном сварочном токе | 60 % |
| Диаметр электрода (max) | 5 мм |
| Диаметр электрода (min) | 1.6 мм |
| Размер | 410х270х300 мм |
| Цена | 9 500 ₽ |
Vniissok MIG-200: Преимущества и недостатки
+ Актуальное соотношение цены и качества;
+ Компактность размеров;
+ Качественная сборка и такие же сборочные материалы;
+ Комплектация на достойном уровне;
+ Инверторный тип обеспечивает более стабильный сварочный ток и меньшую массу аппарата по сравнению с традиционными сварочными аппаратами;
+ Функция полуавтоматической сварки позволяет ускорить процесс и сделать его более точным и качественным;
+ Встроенный вентилятор охлаждения дает возможность работать более длительное время без перегрева;
+ Регулировка сварочного тока и напряжения позволяет настроить аппарат на оптимальный режим сварки для конкретного материала;
+ Легок в использовании благодаря удобному управлению, четким индикаторам и простой настройке;
— Может зажевывать проволоку;
— Сомнительная гарантия;
— Короткие кабели в комплекте;
— Несъемный рукав горелки;
DEKO DKWM200A LCD Advanced: Характеристики и цена

Сварочный аппарат DEKO DKWM200A LCD Advanced выделяется не только актуальной ценой, но также качественной сборкой, комплектацией и стабильностью работы. Кроме этого, необходимо отметить компактность размеров и достаточную мощность.

| Номинальное напряжение на входе | 200-230 В |
| Максимальный ток | 200 А |
| Минимальный ток | 20 А |
| Мощность | 7,8 кВт |
| Защита | IP21S |
| Рабочий цикл при максимальном сварочном токе | 60 % |
| Диаметр электрода (max) | 4 мм |
| Диаметр электрода (min) | 1.6 мм |
| Размер | 213х100х163 мм |
| Цена | 3 519 ₽ |
DEKO DKWM200A LCD Advanced: Преимущества и недостатки
+ Компактность размеров и удобство эксплуатации;
+ При длительной работе практически не греется;
+ Достаточная мощность для большинства поставленных задач;
+ Заманчивая стоимость и положительные отзывы владельцев;
— Люфт на держателе электрода;
— Нестабильное горение дуги при напряжении менее 200 В;
— Требовательность к электродам;
— Хлипкие провода и это стоит учитывать;
Wert MINI 200: Характеристики и цена

| Номинальное напряжение на входе | 200-230 В |
| Максимальный ток | 200 А |
| Минимальный ток | 30 А |
| Мощность | 4,4 кВт |
| Защита | IP21S |
| Рабочий цикл при максимальном сварочном токе | 85 % |
| Диаметр электрода (max) | 5 мм |
| Диаметр электрода (min) | 1.6 мм |
| Размер | 450х240х360 мм |
| Цена | 15 001 ₽ |
Wert MINI 200: Преимущества и недостатки
+ Большой диапазон настроек, что выделяет большинство владельцев;
+ Справляется со своей задачей;
+ Равномерность протяжки проволоки;
+ Сборка на достойном уровне;
+ Возможность использования с газом и без газа;
+ Надежная и простая схемотехника;
+ Достаточная мощность;
+ Съемная горелка MIG/MAG с евро разъемом;
— Нет индикации параметров сварки;
— Короткий кабель;
ELITECH АИС 200SYN: Характеристики и цена

| Номинальное напряжение на входе | 198-242 В |
| Максимальный ток | 160 А |
| Минимальный ток | 10 А |
| Защита | IP21S |
| Рабочий цикл при максимальном сварочном токе | 85 % |
| Диаметр электрода (max) | 5 мм |
| Диаметр электрода (min) | 1 мм |
| Размер | 460х170х310 мм |
| Цена | 19 990 ₽ |
ELITECH АИС 200SYN: Преимущества и недостатки
+ Качественная сборка;
+ Приятный внешний вид;
+ Повышенная функциональность модели;
+ Понятная инструкция на русском языке;
+ Наличие синергетической настройки;
+ Комплектация как плюс;
+ Удачный механизм протяжки;
+ Плавность регулировки;
— Мелкие недоработки;
Победа АС 250: Характеристики и цена

Сварочный аппарат Победа АС 250 выделяется не только заманчивой стоимостью, но также удобной регулировкой силы тока, небольшим весом и удобством эксплуатации.

| Номинальное напряжение на входе | 140-220 В |
| Максимальный ток | 230 А |
| Минимальный ток | 20 А |
| Мощность | 5,5 кВт |
| Защита | IP21 |
| Рабочий цикл при максимальном сварочном токе | 60 % |
| Размер | 330х180х230 мм |
| Цена | 3 926 ₽ |
Победа АС 250: Преимущества и недостатки
+ Невысокая стоимость модели;
+ Удобная ручка и ремень для переноски;
+ Регулировка силы тока;
+ Качественная сборка;
+ В процессе работы сильно не греется;
+ Небольшой вес и компактность размеров;
+ Простота эксплуатации;
— Не соответствует характеристикам;
— Нет экрана;
— Отзывы встречаются как положительные, так и отрицательные;
— Короткий кабели;
Wert SWI 190: Характеристики и цена

| Номинальное напряжение на входе | 140-250 В |
| Максимальный ток | 190 А |
| Минимальный ток | 20 А |
| Мощность | 3,5 кВт |
| Диаметр электрода | 1.60-4 мм |
| Размер | 250х103х150 мм |
| Цена | 3 431 ₽ |
Wert SWI 190: Преимущества и недостатки
+ Небольшой вес;
+ Удобство использования;
+ Подойдет для дачи и дома;
+ Доступная стоимость;
+ Простота настройки;
+ Варить идеально тройкой;
— Низкое напряжение холостого хода;
— Неудобное расположение выключателя;
— Не соответствует заявленным характеристикам;
— Качество соединения провода с крокодилом;
— Провода из комплекта;
C’est tech CET MMA 200A: Характеристики и цена

| Номинальное напряжение на входе | 200-220 В |
| Максимальный ток | 200 А |
| Минимальный ток | 20 А |
| Мощность | 4 кВт |
| Диаметр электрода | 1.60-3.20 мм |
| Размер | 250х115х180 мм |
| Цена | 3 268 ₽ |
C’est tech CET MMA 200A: Преимущества и недостатки
+ Большое количество положительных отзывов владельцев;
+ Небольшой вес;
+ Справляется со своей основной задачей;
+ Соотношение цены и качества;
+ Удобство регулировки тока;
+ Подойдет для домашних нужд;
+ Приятный внешний вид;
+ Функции: «форсаж дуги», «антизалипание», «горячий старт»;
+ Преимущественно положительные отзывы владельцев;
— Нет ремня в комплекте;
— Провода короткие;
— Нет лака на плате;
Eurolux IWM-205: Характеристики и цена

| Номинальное напряжение на входе | 260-260 В |
| Мощность | 6,9 кВт |
| Диаметр электрода | 4 мм |
| Размер | 310х140х260 мм мм |
| Цена | 3 954 ₽ |
Eurolux IWM-205: Преимущества и недостатки
+ Заманчивое соотношение цены и качества;
+ Стабильность работы;
+ Варит хорошо;
+ В процессе работы практически не греется;
+ Достаточная мощность;
+ Положительные отзывы владельцев;
+ Небольшой вес;
+ Удобство настройки и качество сборки;
— Короткие провода;
Partner for garden MMA-200: Характеристики и цена

| Номинальное напряжение на входе | 140-250 В |
| Максимальный ток | 200 А |
| Минимальный ток | 20 А |
| Мощность | 2,7 кВт |
| Диаметр электрода | 1.60-4 мм |
| Размер | 300х180х200 мм |
| Цена | 3 300 ₽ |
Partner for garden MMA-200: Преимущества и недостатки
+ Удобство эксплуатации;
+ Короткие провода;
+ Заманчивая стоимость;
+ Можно использовать 4 электрод;
+ Удобная и плавная регулировка;
+ Цифровая индикация сварочного тока;
+ Плавная регулировка тока;
— Мелкие недоработки;
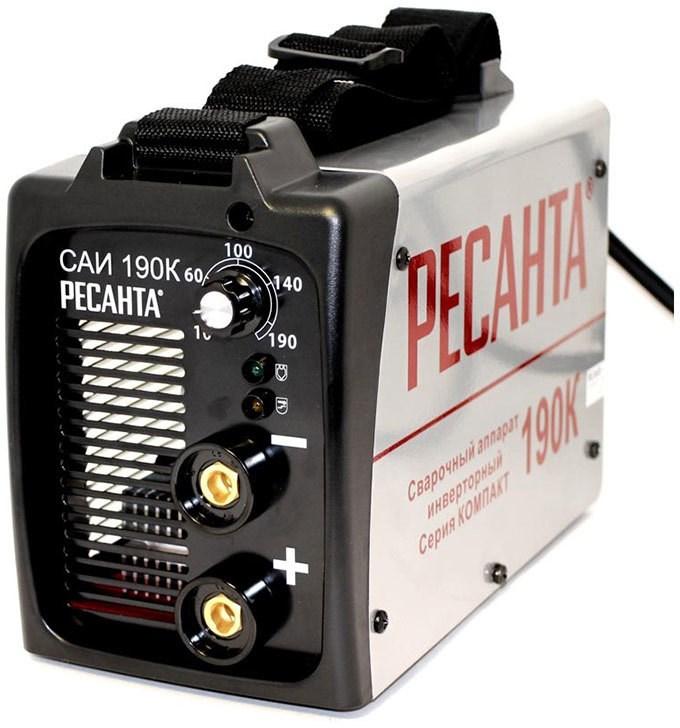
РЕСАНТА САИ-190К: Характеристики и цена

Сварочный аппарат РЕСАНТА САИ-190К выделяется не только доступной ценой, но также компактными размерами, наличием системы «форсаж», удобством настройки и качеством сборки. Также, необходимо отметить небольшой вес.
| Напряжение питающей сети, В | 140-240 |
| Максимальный сварочный ток MMA, А | 190 |
| Диапазон регулирования сварочного тока MMA, А | 10-190 |
| Рабочее напряжение ММА, В | 20,4-27,6 |
| Коэффициент мощности | 0,7 |
| КПД | 80 % |
| Максимальный диаметр электрода MMA, мм | 5 |
| Тип источника питания | инверторный |
| Вес | 3.55 кг |
| Цена | 4 918 ₽ |
РЕСАНТА САИ-190К: Преимущества и недостатки
+ Компактность размеров модели;
+ Не жесткий питающий провод;
+ Качественные клеммы и масса;
+ Отличное соотношение цены и качества;
+ Небольшой вес;
+ Справляется со своей основной задачей;
+ Можно варить электродом 4, но заявлена пятерка;
+ Хорошо держит дугу;
+ Система «форсаж» для резки металла;
— Нет индикатора тока;
— Встроенный вентилятор засасывает вовнутрь аппарата пыль;
— Неудобное крепление ремня;
— Нет ручки для переноса аппарата;
— Короткие провода;
Aurora Динамика 2000: Характеристики и цена

Модель Aurora Динамика 2000 может похвастаться высокой мощностью, наличием числового табло, достойной комплектацией, высоким качеством сварки и возможностью тонкой настройки. Кроме этого, выделим большое количество положительных отзывов и удобство эксплуатации.

| Номинальное напряжение на входе | 220 В |
| Максимальный ток | 200 А |
| Минимальный ток | 35 А |
| Мощность | 8,2 кВт |
| Защита | IP21S |
| Рабочий цикл при максимальном сварочном токе | 30 % |
| Диаметр электрода (max) | 4 мм |
| Диаметр электрода (min) | 1.6 мм |
| Размер | 445х200х305 мм |
| Цена | 22 486 ₽ |
Aurora Динамика 2000: Преимущества и недостатки
+ Качественная сборка модели;
+ Простота эксплуатации;
+ Возможность варить тонкий металл;
+ Высокая мощность модели;
+ Соотношение цены и качества;
+ Тонкая настройка;
+ Наличие числового табло;
+ Три наконечника в комплекте;
+ Идеальный вариант для новичка, как выделяют большинство владельцев;
+ Наличие функции антизалипание и горячий старт;
+ Преимущественно положительные отзывы;
— Нет тормозной шайбы в комплекте;
— Толстый алюминиевый кабель;
Edon Smart MIG-180: Характеристики и цена

Сварочный аппарат Edon Smart MIG-180 имеет не только адекватное соотношение цены/качества, но также простоту настройки, качественную сборку и небольшой вес.

| Номинальное напряжение на входе | 220 В |
| Максимальный ток | 160 А |
| Минимальный ток | 20 А |
| Диаметр электр/провод | 0,8-1 |
| Мощность | 5,6 кВт |
| Защита | IP21S |
| Рабочий цикл при максимальном сварочном токе | 30 % |
| Размер | 420х220х265 мм |
| Цена | 10 416 |
Edon Smart MIG-180: Преимущества и недостатки
+ Идеальное соотношение цены и качества;
+ Подойдет для домашней эксплуатации;
+ Небольшой вес и компактность размеров;
+ Удобство работы и качество сварки;
+ Компактность размеров;
+ Заманчивая стоимость модели;
— Слабый шланг защиты;
— Короткие силовые провода;
— Нет полноценной инструкции;
Electrolite MMA-200: Характеристики и цена

| Номинальное напряжение на входе | 220 В |
| Максимальный ток | 200 А |
| Мощность | 2,7 кВт |
| Защита | IP21S |
| ПВ при максимальном токе | 60 % |
| Диаметр электрода (max) | 4 мм |
| Диаметр электрода (min) | 1.6 мм |
| Размер | 30х18х20 см |
| Цена | 22 486 ₽ |
Electrolite MMA-200: Преимущества и недостатки
+ Компактность размеров и небольшой вес;
+ Наличие удобного дисплея;
+ Плавная регулировка тока;
+ Наличие плечевой сумки;
+ Подойдет для электрода четверки;
+ Металлический корпус;
+ Актуальность стоимость модели;
+ Достаточная мощность для поставленной задачи;
— Кабели в комплекте не лучшие;
— Качество крокодилов;
Сварог REAL SMART ARC 200 (Z28303): Характеристики и цена

| Номинальное напряжение на входе | 220 В |
| Максимальный ток | 200 А |
| Мощность | 4,97 кВт |
| Защита | IP21S |
| ПВ при максимальном токе | 60 % |
| Диаметр электрода (max) | 4 мм |
| Размер | 375х180х370 мм |
| Цена | 12 710 ₽ |
Сварог REAL SMART ARC 200 (Z28303): Преимущества и недостатки
+ В комплектации идет маска хамелеон;
+ Можно использовать электроды четверку;
+ Несколько режимов работы;
+ Справляется со своей основной задачей;
+ Яркий дисплей;
+ Простота настроек;
+ Подойдет для новичка;
+ Ремонтопригодность на высоком уровне;
— Нет ремня через плечо в комплекте;
— Шумный вентилятор в комплекте;
The following two tabs change content below.
- Bio
- Latest Posts

Сайт https://reytingelektroniki.ru — технологический портал, посвящённым смартфонам, бытовой технике, мобильным гаджетам. Сайт начал свое существование в 2015 году, на нём ежедневно публикуются свежие обзоры. Мы постоянно делаем упор на аналитические обзоры, сравнение с аналогами на рынке и помощь посетителям в выборе гаджетов для покупки. Материалы ресурса уникальны, пишутся специалистами в выбранной области и подлежат обязательной проверке и редактуре.